
Лотки перфоровані з висотою бічної стінки 80 мм ДКС
- Матеріал і види виконання металевих листових лотків "S5 Combitech" матеріал лотків
- Види виконання лотків
- Переваги системи S5 Combitech, Приклад монтажу
- Порівняння цинк-ламельного (ZL) і гарячеоцинкованого (HDZ) типів покриттів для металевих лотків
- Система металевих лотків, монтажних елементів "Combitech". Характеристики та срок служби системи
- Сфера використання
- Характеристики
- Гарантований термін служби для різних кліматичних виконань
- Інструкція по монтажу - Cборка лотків і горизонтальних аксесуарів
Матеріал і види виконання металевих листових лотків "S5 Combitech" матеріал лотків
З метою захисту металевих лотків від корозії використовуються різні захисні покриття. Найчастіше лотки покриваються цинком, який захищає сталь. При цьому сам цинк зношується протягом усього терміну служби. Ступінь зносу цинкового покриття залежить від зовнішніх умов, які повинні бути враховані при виборі виду лотка і місця його установки.
Цинкове покриття є в своєму роді унікальним, тому що забезпечує не тільки бар'єрну, але і електрохімічний захист від корозії. Остання відома ще і як, так звана "жертовна" захист, оскільки в гальванічної парі цинк "жертвує" собою, щоб захистити сталь, на яку він нанесений. Цинк буде діяти подібним чином до останнього атома. Цей ефект проявляється і на локальних ділянках, де покриття вже немає (подряпини, відколи, отвори). Як правило, при виборі антикорозійного захисту основну увагу приділяють швидкості руйнування покриття і необхідності його відновлення.
Цей показник (швидкість руйнування покриття) для цинку становить 1-10 мкм на рік, в залежності від стану атмосфери і умов експлуатації.
Мікрометр (мкм, мікрон) - одиниця вимірювання довжини (в даному випадку, товщини шару цинку). 1 мкм дорівнює 10? 6 метра, тобто одна мільйонна метра.
Види виконання лотків
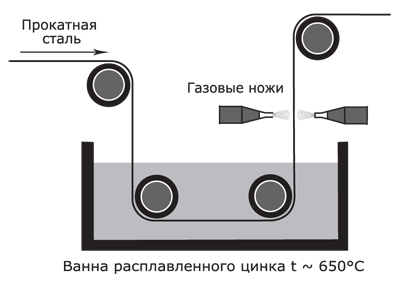
Сталь, оцинкована за методом Сендзимира
Металеві лотки ДКС в стандартному виконанні виготовляються зі сталі, оцинкованої методом Сендзимира. Гарячі сталеві листи покриваються в прокатному цеху шаром цинку. Лист прокатної стали промивається реагентами і просушується в печі, в якій він розігрівається до температури близько 650 ° C. Після цього відразу занурюється у ванну розплавленого цинку з температурою 650 ° C. Біля виходу з ванни стоять, так звані газові ножі. У них під великим тиском подається газова суміш, яка здуває зайвий цинк з листа. Таким чином, утворюється рівномірний шар цинку по всій його поверхні.
Маса такого покриття складає 180-200 грамів цинку на квадратний метр. Елементи з таких сталевих листів призначені для використання, головним чином, в сухій атмосфері, без агресивного впливу хімічних речовин. Пошкодження цинкового покриття під час різання, просвердлювання, перфорування сталевого листа при виробництві літаків і аксесуарів не викликає прогресивної корозії, тому що під впливом вологи, повітря і цинку на краю різання пошкодженої поверхні утворюється захисний шар з оксиду цинку (легкий наліт білого кольору).
Гаряче цинкування (виконання HDZ)
Лотки виготовляються з холоднокатаної сталі 08пс. В процесі цинкування очищена сталь занурюється у ванну з розплавленим цинком (~ 460 ° С). В результаті реакції на поверхні виробу утворюється ферроцінковий сплав, що складається з чотирьох шарів з різною питомою співвідношенням заліза і цинку (ГОСТ 9.307-89 на гаряче цинкування, європейський стандарт СЕI 7.6).
При однакових умовах використання термін служби оцинкованого таким чином металу в кілька разів довше, ніж при звичайному цинкування (наприклад, за методом Сендзимира).
Абревіатура HDZ розшифровується як "hot deep zinc", що в перекладі з англійської означає - "гаряче занурення в цинк".
Лотки, оброблені таким чином, застосовуються в різних промислових умовах (категорії від С1 до С4 ступеня впливу навколишнього середовища відповідно до стандарту EN ISO 12944-2).
наприклад:
- в виробничих приміщеннях з високою вологістю;
- в приміщеннях із забрудненим повітрям;
- на хімічних заводах;
- в басейнах і аквапарках;
- в ремонтних доках;
- зовні будівель міської та промислової інфраструктури;
- в промислових і прибережних районах з помірною концентрацією солі в повітрі.
Металеві лотки з нержавіючої сталі (виконання INOX 304)
Нержавіюча сталь - це складнолегована сталь (легована хромом, нікелем і т. Д.), Стійка до корозії в атмосфері і агресивних середовищах.
Лотки ДКС виготовляються з нержавіючої сталі за стандартом AISI 304 - в російській класифікації відповідає марці 08Х18Н10. Нержавіючі леговані стали позначаються по цифро-буквеної системі, яку встановлює ГОСТ. Перші дві цифри позначають вміст вуглецю. Цифри після букв позначають зміст легуючого елемента (в цілих відсотках). Якщо легуючого елемента присутні менше 1%, то цифра не ставиться.
Нержавіюча сталь
Нержавіючу сталь вперше створив в 1913 році англійський вчений Гаррі Бреарлі (Harry Brearley), експериментували з різними видами і властивостями сплавів; він виявив здатність сталі з високим вмістом хрому опиратися кислотної корозії. Слово INOX в перекладі з італійської та французької мови означає "нержавіюча сталь".
Сталь марки AISI 304 є корозійностійкої жароміцної сталлю, що представляє собою основний сорт в сімействі нержавіючих сталей. Вона найбільш широко використовується з усіх марок сталі, а характеристики роблять її універсальною в застосуванні.
Основним присадним матеріалом, що входять до складу, є хром (Cr). Зміст хрому - 18%, що забезпечує формування на поверхні металу такого оксидного шару, який надає стали підвищену стійкість до впливу різноманітних хімічних речовин.
Здатність не піддаватися корозії грунтується на тому, що нержавіюча сталь легко пассивируется. Термін "Пасивація" означає перехід поверхні металу в неактивний, тобто пасивний стан, завдяки освіті поверхневих шарів, що перешкоджають корозії. Як правило, корозійна стійкість нержавіючої сталі тим вище, чим більше в ній хрому. У багатьох марках нержавіючих сталей хром є не єдиним присадним матеріалом. До їх складу також входить значна кількість і інших добавок, які вносяться з метою підвищення корозійної стійкості сталей і для зміни їх структури, а також з метою підвищення міцності. У сталі марки AISI 304 крім хрому в досить великій кількості присутні нікель і інші елементи.
Лотки з нержавіючої сталі марки AISI 304 підходять для застосування на всіх виробничих процесах, що протікають в суворих корозійних умовах (категорії від С1 до С5, ступеня впливу навколишнього середовища відповідно до стандарту EN ISO 12944-2).
Металеві лотки з нержавіючої сталі (виконання INOX 316)
Лотки з нержавіючої сталі AISI 316 забезпечують захист кабелю при більш агресивних виробничих процесах, що протікають в екстремально важких корозійних умовах.
Фактично, нержавіюча сталь марки AISI 316 - це поліпшена (за рахунок додавання молібдену) сталь марки AISI 304. Додавання молібдену робить сталь AISI 316 стійкішою до корозії, високих температур і агресивних середовищ, кислотостойкой.
Нержавіюча сталь AISI 316 в російській класифікації маркується 08Х18Н13М2. Лотки з нержавіючої сталі марки AISI 316 часто використовуються:
- в хімічній промисловості (наприклад, в нафтопереробній, паперової промисловості та т. д.);
- в агресивних середовищах (наприклад, в портах, у морської води в береговій зоні, на морських платформах і т. д.).
Металеві лотки з цинк-ламельним покриттям
На підставу захищається деталі наноситься спеціальне покриття, що складається з хімічно активної смоли з високим вмістом пластівців цинку і алюмінію. У процесі спікання під впливом температури утворюється цинк-алюмінієвий шар, який забезпечує, крім бар'єрної захисту, електрохімічний захист від корозії. Швидкість окислення алюмінію нижче, ніж цинку, і за рахунок цього покриття цинк-алюмінію (при тій же товщині захисного шару) істотно більш корозійно-стійке, ніж стандартне цинкове покриття.
Мала поширеність цинково-алюмінієвих покриттів пов'язана з технологічними складнощами при додаванні алюмінію в цинк, тому тільки інноваційні компанії, такі як ДКС, мають високотехнологічним обладнанням, яке дозволяє наносити якісне цинк-ламельное покриття. Відповідно до проведених випробувань, цинк-ламельное покриття більш ніж в два рази стійкіше до корозії, у порівнянні з HDZ.
Крім цього металеві вироби в цинк-ламельном покритті пройшли випробування на стійкість до агресивного середовища, а саме до впливу сірководню. На основі випробувань у випробувальному центрі "корпорації" ВНІІЕМ "був отриманий протокол, який підтверджує, що продукція в цинк-ламельном виконанні дозволяє здійснювати монтаж кабельних трас в зонах з високою вологістю і забрудненням як зовні, так і всередині приміщень, де в атмосфері міститься підвищена концентрація агресивних речовин (відповідає категоріям С3; С4; С5-I по EN ISO 12944-2).
Металеві лотки з порошковим забарвленням

У наш час стрімко зростає попит на металеві лотки з порошковим забарвленням, так як порошкове забарвлення дозволяє поліпшити експлуатаційні властивості того матеріалу, на який вона наноситься. І при цьому дозволяє вписати лотки в будь-який інтер'єр.
Лотки виготовляються зі сталі, оцинкованої методом Сендзимира. Після цього лотки піддаються порошкового фарбування в будь-який колір з палітри RAL.
Застосовуються такі лотки для виділення кабельної траси в інтер'єрі (торгові центри, офіси).
Абревіатура RAL означає палітру кольорів згідно з німецьким колірному стандарту, розробленого в 1927 році Німецьким Інститутом гарантій якості і сертифікації (Reichsausschu? Fur Lieferbedingungen (скорочено RAL). Інститут встановив стандарт на колірний простір, розділивши його на діапазони і позначивши кожен колір однозначним цифровим індексом. З Відтоді колірна палітра RAL постійно розширюється і доповнюється новими зразками квітів.
Порошкове фарбування - це високотехнологічний метод електростатичного нанесення фарби і отримання якісних декоративних покриттів різноманітних матеріалів і виробів. В результаті застосування порошкового фарбування виходить однорідне, міцне, високоякісне покриття.
У найбільш раціональному вигляді новий процес отримання покриттів оформився в 60-і роки XX століття, коли з'явилися перші термореактивні порошкові фарби і був розроблений спосіб їх електростатичного нанесення. Технологія покриття із застосуванням порошкових фарб, в порівнянні з фарбуванням рідкими лакофарбовими матеріалами, має багато переваг. Головне з них полягає в тому, що досягається рівномірний і більш високу якість покриттів, а також кращі експлуатаційні властивості.
Переваги системи S5 Combitech, Приклад монтажу
Переваги системи "S5 Combitech"
Приклад монтажу металевих лотків

 1.
1.
Монтаж "S5 Combitech". Висота 80, 100 мм 8 5 гвинтів, 5 гайок. Висота 50 мм 8 3 гвинта, 3 гайки. 2. Традиційний монтаж. 10 гвинтів, 10 гайок, 3 пластини, 1 з'єднувач заземлення.  3. Кришки замикаються на лоток і монтажні аксесуари простим натисканням без додаткових фіксаторів, а також мають з'єднання внахлест «Папа» 8 «Мама». 4. Широкий ряд типорозмірів лотків з висотою борту 50, 80, 100 мм і шириною підстави від 50 до 500 мм. 5. Оцинковка за методом Сендзимира, сталь товщиною 0,781,0 мм, можливе фарбування, а також виготовлення з нержавіючої сталі і зі сталі гарячого цинкування після механічної обробки.
3. Кришки замикаються на лоток і монтажні аксесуари простим натисканням без додаткових фіксаторів, а також мають з'єднання внахлест «Папа» 8 «Мама». 4. Широкий ряд типорозмірів лотків з висотою борту 50, 80, 100 мм і шириною підстави від 50 до 500 мм. 5. Оцинковка за методом Сендзимира, сталь товщиною 0,781,0 мм, можливе фарбування, а також виготовлення з нержавіючої сталі і зі сталі гарячого цинкування після механічної обробки. 
 6. Фірмове з'єднання внахлест ( «Папа» - «Мама») для всіх типорозмірів лотків - економія часу монтажу і матеріалів до 60%. 7. Забезпечується постійний електричний контур заземлення кришок одним гвинтом М5 без застосування додаткових пристосувань.
6. Фірмове з'єднання внахлест ( «Папа» - «Мама») для всіх типорозмірів лотків - економія часу монтажу і матеріалів до 60%. 7. Забезпечується постійний електричний контур заземлення кришок одним гвинтом М5 без застосування додаткових пристосувань.  8. При використанні літаків стандартного виконання на відкритому повітрі гарантія від наскрізної корозії - 10 років. 9. В основі лотків є спеціальні круглі отвори для зручного і швидкого з'єднання пластикових труб систем "Октопус" і "ЕКСПРЕС 4 / ЕКСПРЕС 6" за допомогою муфти або затиску (код 52600 або 50216 для отвори 17 мм; код 52800 або 50220 для отвори 21 мм).
8. При використанні літаків стандартного виконання на відкритому повітрі гарантія від наскрізної корозії - 10 років. 9. В основі лотків є спеціальні круглі отвори для зручного і швидкого з'єднання пластикових труб систем "Октопус" і "ЕКСПРЕС 4 / ЕКСПРЕС 6" за допомогою муфти або затиску (код 52600 або 50216 для отвори 17 мм; код 52800 або 50220 для отвори 21 мм).
Стандартне виконання:
оцинкована за методом Сендзимира сталь товщиною 0,7.1,0 мм для літаків; 0,6.0,8 мм для кришок лотків; 0,8.1,0 мм для аксесуарів і їх кришок.
Під замовлення:
- сталь гарячого цинкування по ГОСТ 9.307.89 після механічної обробки, товщина 1,2 мм для літаків (при замовленні необхідно додати до стандартного коду літери HDZ, наприклад, 35262HDZ);
- нержавіюча сталь, товщина 0,8 мм для літаків; 0,6 мм для кришок; 0,8 мм для аксесуарів і їх кришок (при замовленні необхідно додати до стандартного коду літери inox, наприклад, 35262inox);
- оцинкована за методом Сендзимира сталь товщиною 1,5 мм для літаків (при замовленні необхідно додати до стандартного коду цифри 15, наприклад, 3526215);
- оцинковка за методом Сендзимира плюс порошкове забарвлення, товщина 0,7.1,0 мм для літаків (при замовленні необхідно додати до стандартного коду літери RAL і номер кольору, наприклад, 35262RAL7035).
Унікальні аксесуари системи "S5 Combitech"
Широкий асортимент аксесуарів до системи лотків, що дозволяють монтувати конструкцію будь-якої складності з мінімальними витратами.
Вертикальні Т-образні ответвители
Вертикальні Т-образні ответвители дозволяють зробити відгалуження вниз або вгору, при цьому вибрати потрібний напрямок відкритої частини лотка для укладання кабелю. Більш того, ответвители TDSR і TDSA дозволяють змінити ширину підстави минає (відходить) лотка на меншу або більшу.
вертикальні повороти
Поворот CDV 90 дозволяє повернути лоток вниз на 90 ° і при цьому розгорнути відкриту частину лотка навколо своєї осі на 180 °. Це може стати в нагоді при необхідності підйому (спуску) кабелю по стіні. Кут CDSD 90 дає можливість розгорнути лоток на 90 ° навколо своєї осі при спуску лотка вниз.
Відгалужувачі з кріпленням до кришки
Нові ответвители дозволяють зробити відведення кабелю вниз і в бік без додаткового розпилювання самого лотка. Зручно використовувати при вже експлуатованої лінії лотків.
перехідники
Можна змінити типорозмір лотка по ширині підстави і по висоті стінки. Зберігається гладкість внутрішніх стінок, які не ушкоджують кабель при протягуванні в лотку.
Порівняння цинк-ламельного (ZL) і гарячеоцинкованого (HDZ) типів покриттів для металевих лотків
Згідно з вітчизняним Державному стандарту ГОСТ Р 52868-2007 «Системи кабельних лотків і системи кабельних сходів для прокладки кабелів» і аналогічного європейському стандарту EN 61537 для застосування при зовнішній установці в середній і високій атмосферно - корозійної середовищі (С3 і С4 по EN ISO 12944-2 , виходячи з терміну експлуатації виробів не менше 10 років), рекомендується використання металевих виробів або з покриттям цинком після виготовлення (Гарячеоцинковане виконання - HDZ) товщиною не менше 45 мкм, або застосування інших покриттів при усло ії окремої перевірки на корозійну стійкість. Перевірка полягає у впливі нейтрального соляного туману в спеціальній камері (камері нейтрального соляного туману) протягом не менше 450 годин до появи червоної корозії.
Одним з подібних корозійно стійких покриттів є цинк-ламельное покриття (ZL), технологія нанесення якого стосовно металевим Кабеленесучі системи розроблена компанією ДКС. При цьому вартість літаків з цинк-ламельним і з гарячеоцинкованої покриттям не відрізняється.
Нижче в таблиці наведено короткий порівняння лотків і монтажних елементів з гарячеоцинкованої і цинк-ламельним покриттями безвідносно компанії-виробника.
ПараметрZL цинк-ламельное покриттяHDZ Гарячеоцинковане покриття
Корозійна стійкість 2000 годин в камері соляного туману 450-650 годин в камері соляного туману (для товщини 45-65 мкм відповідно)
850 годин для випускається за спецзамовленням 85 мкм покриття Збереження геометричних розмірів Зберігає геометричні розміри після нанесення покриття Для дотримання геометричних розмірів виробу після впливу високих температур в процесі нанесення покриття необхідно збільшити товщину використовуваного матеріалу, що істотно збільшує загальну масу вироби Зовнішній вигляд Затоки і патьоки відсутні Поза залежно від загальної якості покриття, затоки і патьоки присутні в значній кількості Термін поставки 3-4 тижні в завис тості від завантаженості виробництва 4-6 тижнів в залежності від типу продукції
Звертаємо вашу увагу, що цинк-ламельное покриття не є функціональною заміною виконання з нержавіючої сталі, і для використання в дуже високій атмосферно - корозійної середовищі (С5 по EN ISO 12944-2), для досягнення тривалого терміну служби необхідно використання кабельної траси в нержавіючому виконанні .
Система металевих лотків, монтажних елементів "Combitech". Характеристики та срок служби системи
описание
Система "Combitech" - унікальна система для побудова надійніх кабельних трас будь-якої складності на об'єктах промислового, Цивільного и комерційного призначення. До складу системи входять листові ( "S5 Combitech"), сходові ( "L5 Combitech"), дротяні ( "F5 Combitech") і важкі металеві лотки ( "U5 Combitech"), монтажні елементи і опорні конструкції ( "B5 Combitech"), а також система кріплення ( "M5 Combitech"). Система використовується в різних областях для виконання відкритої прокладки кабельних ліній і монтажу електропроводки на великих прольотах, на об'єктах з високими кабельними навантаженнями, в агресивних середовищах і в зонах з суворими кліматичними умовами. Спеціальна конструкція даної системи дозволяє повністю виключити ймовірність пошкодження кабелю при прокладці або монтажі. Також важливою відмітною рисою системи металевих лотків, монтажних елементів і кріплення "Combitech" від ДКС є повна сумісність між собою основних елементів, що дозволяє використовувати її на всіх етапах будівництва незалежно від типу приміщення.
Сфера використання



промислові об'єкти
Заводи, фабрики, електростанції, комбінати
комерційна нерухомість
Офісні будівлі, готелі, торгово-розважальні центри, склади, логістичні термінали
муніципальна нерухомість
Соціальні, культурні і спортивні об'єкти, міські системи енергопостачання



Швидкомонтовані конструкції
Склади, ангари, виробничі та виставкові приміщення
об'єкти інфраструктури
Мости, тунелі, конструкції з малою кількістю опор
Агропромисловий комплекс
Теплиці та оранжереї, птахівницькі підприємства



Електричні сіті
Електростанції, підстанції, лінії електропередач
Системи управління і телекомунікації
Параболічні антени і космічні телескопи
Системи вентиляції, кондиціонування і трубопроводи
Характеристики
ХарактеристикиЗначення Технічні умови "S5 Combitech" - ТУ 3449-013-47022248-2004; "L5 Combitech" - ТУ 3449-002-73438690-2008; "U5 Combitech" - ТУ 3449-033-47022248-2012; "F5 Combitech" - ТУ 3449-001-73438690-2006; "B5 Combitech" - ТУ 3449-032-47022248-2012 Матеріали і типи покриття виконання 1 - сталь, оцинкована гарячим конвеєрним способом за методом Сендзимира. Група ХП, клас 2 по ГОСТ 14918-80. Маса цинкового покриття 142,5-258 г / м2, товщина 10-18 мкм (для системи "F5 Combitech" і частини "B5 Combitech" - сталь, з подальшим після виготовлення елементів системи цинковим покриттям, нанесеним методом гальванічного цинкування по ГОСТ 9.301. ) виконання 2 - сталь, з подальшим після виготовлення елементів цинковим покриттям, нанесеним методом гарячого цинкування по ГОСТу 9.307. Маса цинкового покриття 785-1710 г / м2, товщина 55-120 мкм. Елементи сумарною площею менше 0,4 м2 допускається виготовляти з покриттям класом стійкості до корозії не нижче 6 по ГОСТ Р 52868: цинк - ламельное покриття. Для ряду кріпильних елементів систем "F5 Combitech" і "M5 Combitech" - сталь, з подальшим після виготовлення елементів нанесенням цинкнаповнені покриття "Geomet" або його аналогів класом стійкості до корозії не нижче 6 по ГОСТ Р 52868 виконання 3 - сталь нержавіюча марки AISI 304 (аналог 08Х18Н10 по ГОСТ 5632-72) виконання 4 - сталь з нанесеним цинк - ламельним покриттям гарячим конвеєрним способом або сталь, оцинкована за методом Сендзимира, з подальшим після виготовлення елементів нанесенням цинк - ламельного покриття виконання 5 - сталь, оцинкована го ячим конвеєрним способом за методом Сендзимира (для системи "F5 Combitech" і частини "B5 Combitech" - сталь, оцинкована методом гальванічного цинкування по ГОСТ 9.301.), з подальшою після виготовлення елементів забарвленням в кольори палітри RAL полімерно-порошковою епоксидною фарбою П-ЕП -45 марок А і Б, по ГОСТ 9.410-88 Кліматичне виконання по ГОСТ 15150-69 виконання 1 - В2, ХЛ2, УХЛ2 виконання 1 - У1, ХЛ1, УХЛ1, УХЛ5 виконання 1 - У1, ХЛ1, УХЛ1, УХЛ5 виконання 1 - У1, ХЛ1, УХЛ1, УХЛ5 виконання 1 - В2, ХЛ2, УХЛ2 Клас стійкості до корозії по ГОСТ Р 52868-2007 виконання 1 - 3 викон ення 1 - 6 виконання 1 - 9А виконання 1 - 8 виконання 1 - 3 Температура монтажу 60 до +60 ° С Випробування на безпечне робоче навантаження ГОСТ Р 52868-2007 п. 10 Ударна міцність не менше 20 Дж по ГОСТ Р 52868-2007
Гарантований термін служби для різних кліматичних виконань
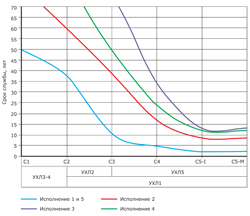
Корозійна стійкість кабельних лотків визначається швидкістю втрати цинку. Даний параметр буде різним для різних кліматичних зон і умов розміщення обладнання. Дані щодо терміну служби для виконань 1, 2, 4, 5 отримані, виходячи з ГОСТ Р 52868-2007 і міжнародного стандарту 12944-2. Дані щодо терміну служби нержавіючої сталі отримані з посібника з контролю стану будівельних металевих конструкцій будинків і споруд в агресивних середовищах, проведенню обстежень і проектуванню відновлення захисту конструкцій від корозії (до СНиП 2.03.11 - 85).
Інструкція по монтажу - Cборка лотків і горизонтальних аксесуарів
Інструкція по монтажу-Cборка лотків і горизонтальних аксесуарів
1. Стиковка кришок і лотків внахлест.
2. Стиковка кришок і лотків з допомогою сполучних пластин і накладок.
3. Монтаж кришок і лотків з аксесуарами.
Мкм дорівнює 10?Reichsausschu?